Сварочный инвертор стал обязательным атрибутом профессионального сварщика или любителя. При помощи сварочного оборудования производится пайка или резка металла, а кейс для сварочного инвертора предназначен для хранения основных узлов и компонентов, предназначенные для работы с поверхностями из металла. Для тех, кто постоянно занимается сваркой, приоритетным качеством проведения работы станет удобное расположение и размещение основных деталей и компонентов, которые предназначены для сварочных работ.

Особенности промышленных кейсов 
Промышленность выпускает несколько вариантов ящиков для сварочного инвертора, но большинство пользователей оборудования считают, что отличным вариантом станет изготовление кейса своими руками. К слову, некоторые разработки кейсов для сварочного инвертора своими руками стали основой для промышленного производства, которые получили популярность у специалистов сварочного дела.
Промышленные серии имеют удобные отсеки и секции для хранения инструментов и прочих вспомогательных узлов и деталей. В качестве удачного образца промышленного производства можно указать серию FIT кейс 18″, который имеет следующие параметры:
- Наружный габаритный размер- 450*240*200 мм.
- Внутренняя часть кейса- 440 (390 мм внутренняя рабочая часть) *225*180 мм.

Боковые ручки, которые используются в данной конструкции, позволяют использовать полезный объем только в 390 мм. Высота такой конструкции составляет 180 мм, причём размер 145 мм отводится для непосредственной конструкции ящика, а 35 мм принадлежит исключительно закрытой части корпуса в виде крышки. Вес такой конструкции составляет около 2,5 кг. Как показывает практический опыт, такой вариант отлично используется как кейс для сварочного инвертора Ресанта, Торус и др. единственным минусом многие считают отсутствие возможности полноценного размещения проводов и кабелей, предусмотренные для конструкции инверторного сварочного оборудования.

В любом случае, для некоторых моделей все же удаётся «втиснуть» кабели, держаки, и провода внутрь конструкции ящика. Внутренняя часть крышки имеет специальное углубление, которое позволяет вместить пачку электродов и необходимым минимумом средств защиты.
В отличие от самодельных вариантов, которые приходится изготавливать из сподручных материалов, сварочный инвертор внутри кейса не будет «болтаться», а плотно держит основной корпус инверторного оборудования. Дополнительным плюсом серийного производства кейса для сварочного инвертора Патон, станет специальное лаковое покрытие, которое не будет менять свой внешний вид вне зависимости от того, в каком состоянии находится основное сварочное инверторное оборудование.
Преимущества промышленных образцов
Учитывая то, что сварочные работы относятся к разряду сложных и ответственных, не последнюю роль в этом играет наличие дополнительных аксессуаров и предметов, предназначенные для мобильной переноски или для долговременного хранения. Преимущества промышленных образцов заключаются в следующем:
- Передняя часть корпуса ящика, днище и задняя стенка изготовлены из металлической основы.
- Боковые стенки, а также закрытая часть верха в виде крышки изготовлены из ударопрочного пластика с соответствующим лаковым покрытием.
- Срок эксплуатации составляет не менее 5 лет.
- Подвижный механизм лотка, а также встроенные компоненты органайзера используются для размещения основных аксессуаров и дополнительных запчастей инверторного оборудования.
- Универсальные и крепкие замки из хромированного металла придают не только эстетичность, но и надёжно предохраняют ящик от преднамеренного открывания.
Промышленный кейс стоит дороже, чем ящик для сварочного инвертора своими руками, но вместе с этим, вы можете использовать данное приспособление как полноценный рабочий инструмент для хранения и переноски сварочного инвертора.
Особенности самостоятельной сборки кейса для сварочного инвертора
Чтобы собрать ящик для сварочника самостоятельно, необходимо иметь минимальные знания в области математики, в частности геометрии, чтобы правильно раскроить конструкцию и сделать полезный аксессуар для временного хранения инверторного оборудования.
Мастер изготовил довольно удобный для использования в мастерской и транспортировки, ящик для инструментов. Сегодняшнюю самоделку нельзя назвать в полной мере кустарной. Это канистра, точнее, бокс, ящик для сварочного аппарата. Застежки, сзади петли. Взял, разрезал, что же внутри?
Мастер живет в городской квартире и самоделками занимается в подвале. Может делать все, кроме сварочных работ. Чтобы выполнить их, обычно едет на дачу или в частный дом. Тут, столкнулся с трудностями.
Нехватка времени, поэтому заскочив вечером после работы, собираем все необходимое. Поэтому решил сделать ящик, в который всё вошло. Сделал его из канистры. Было несколько канистр, одну из них разрезал, жестянками приковал при помощи заклёпок, чтобы придать жесткость. Сверху и снизу – двойными, то есть изнутри жестянку подложил. Посредством замков (куплено в магазине мебельной фурнитуры, стяжка – разборный стол соединяется, стоит копейки) открывается.
Внутри находится маска сварочная хамелеон, в ней лежат провода. Начнем с чего? Болгарка. Часто забываем, поэтому несколько. Одну из них поселил в канистре. Сбоку кармашек из линолеума, в нем необходимое количество дисков. Круги нужны отрезные, наждачно-лепестковые, зачистные. Это с собой. На кармашек закрепил рулетку. Сварка, инвектор.
Внутри ящика из ПВХ труб сделал несколько креплений. В них можно заложить электроды разных видов и сварочный молоток. Кусок кругляка обрезал, заточил, приварил отрезок водопроводной трубы.
Теперь куда-то ехать, что-то варить, стало удобней. Заскакиваем домой, переодеваемся, кидаем в багажник канистру, еду, аппарат и все остальное под рукой и ничего не забыто.
 Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции. Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Устройство и принцип действия
 Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).
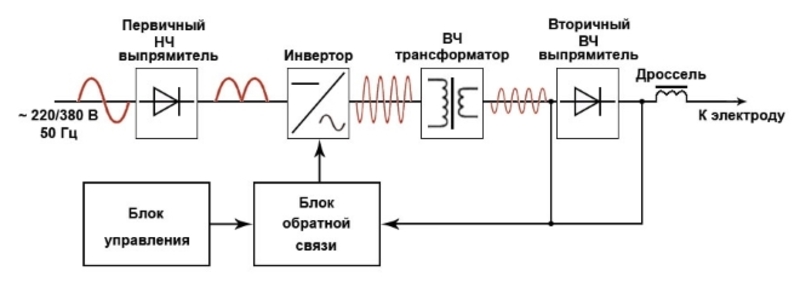
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Самодельный сварочный аппарат
 Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
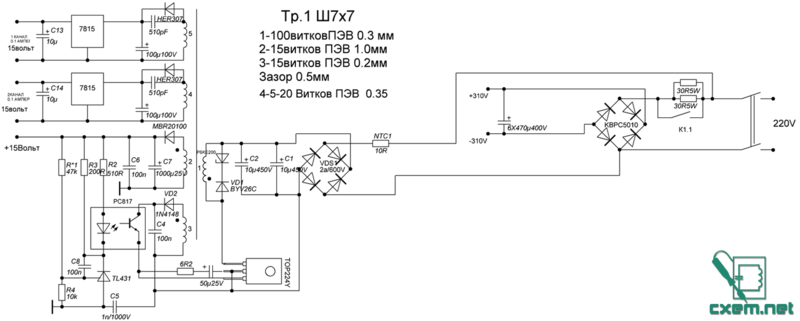
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:
 Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
 С7: 1000мк 25 В.
С7: 1000мк 25 В.- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
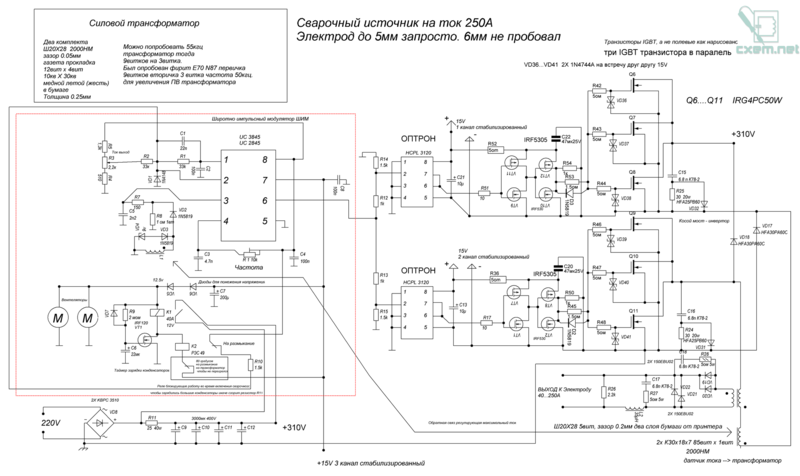
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
 Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.