Зная, как сделать шип-паз ручным фрезером, можно даже в домашних условиях изготавливать не только красивую, но и надежную мебель, но и различные конструкции из древесины, характеризующиеся отличной несущей способностью. По системе «шип-паз» соединяются не только элементы различной мебели (столов, стульев и полок), но и каркасы малоэтажных домов, испытывающие в процессе эксплуатации значительные нагрузки.

Выполненное ручным фрезером соединение шип-паз
Для того чтобы ручным фрезером сделать шип на деревянном брусе, необходимо обеспечить несколько условий:
- надежно зафиксировать заготовку и правильно сориентировать ее по отношению к направляющей подошве фрезера;
- выставить высоту рабочей части фрезы таким образом, чтобы инструмент снимал с поверхности обрабатываемой заготовки слой материала требуемой толщины.
Даже используя при выполнении такой обработки простейшее шипорезное приспособление для фрезера, можно не только повысить ее производительность и качество результата, но и сделать технологический процесс более безопасным. Особенно актуально использование такого приспособления, которое можно изготовить и своими руками, в тех случаях, когда мебель производят не в единичных экземплярах, а сериями (при этом мастеру приходится выполнять большое количество подобных операций как с однотипными, так и с имеющими различные формы и размеры деревянными деталями).

Использование приспособлений позволят ускорить процесс изготовления фрезером столярных соединений
Используемые инструменты
Создание шипов и пазов, при помощи которых будет обеспечиваться соединение двух деревянных заготовок, предполагает, что на боковой поверхности бруса или доски ручным фрезером делается выборка материала. При этом должны быть строго выдержаны все геометрические параметры элементов будущего соединения.
Для выполнения этой операции ручным фрезером можно использовать инструменты с хвостовиками диаметром как 8, так и 12 мм. Наиболее универсальной в этом случае является пазовая фреза, режущая часть которой работает следующим образом:
- боковая поверхность формирует стенки паза и боковые стороны шипа;
- торцевая сторона обрабатывает дно паза и снимает слой материала требуемой толщины с основания шипа.
Вырезка шипа пазовой фрезой
Таким образом, используя инструмент данного типа, можно сформировать на боковой поверхности бруса или доски как шип, так и паз. При этом их размеры можно регулировать в достаточно широких пределах.
В тех случаях, когда к надежности соединения деревянных деталей предъявляются более высокие требования, пазы и шипы делают не прямоугольной формы, а формы, которая называется «ласточкин хвост». Пазы и шипы такой конфигурации создаются с помощью фрез «ласточкин хвост». Выполнить процедуру формирования пазов и шипов такой формы ручным фрезером также возможно, но для этих целей следует использовать приспособления другой конструкции.

Выборка «ласточкиного хвоста» с помощью шаблона
Чтобы вопрос о том, как сделать паз в доске и брусе или шип на их боковой поверхности, не вызывал особых затруднений, лучше использовать электроинструмент, оснащенный удобными боковыми рукоятками, широкой направляющей подошвой и опцией защиты шпинделя от проворачивания в процессе замены фрезы. Кроме того, желательно, чтобы в таком оборудовании присутствовал боковой стопор, за счет которого вылет используемой с ним в комплекте фрезы всегда будет оставаться постоянным.
Как изготовить приспособление для выборки шипа
При формировании шипов на деревянных заготовках ручным фрезером он никак не фиксируется в пространстве и подводится к обрабатываемой детали вручную. Именно поэтому очень важно, чтобы при использовании электроинструмента обрабатываемая деталь находилась в приспособлении, которое сможет обеспечить не только ее надежную фиксацию, но и точность формируемых на ее поверхности шипов.
Конструкцию простейшего устройства, которое в состоянии справиться с такими задачами, составляют:
- несколько неподвижных направляющих (нижние, верхние, боковые);
- подвижная планка, за счет которой можно регулировать длину выборки.
Приспособление № 1 – для выборки шипа
Изготавливается такое устройство, размеры составляющих которого подбираются индивидуально, в следующей последовательности:
- По краям листа фанеры фиксируются одинаковые по высоте боковые вертикальные элементы, в центральной части которых сделаны вырезы.
- На боковых элементах устанавливаются направляющие, по которым будет перемещаться подошва ручного фрезера.
- Чтобы ограничить ход ручного фрезера по верхним направляющим, на них следует зафиксировать боковые планки.
- На листе фанеры, играющем роль основания устройства, необходимо установить подвижный элемент, при помощи которого будет регулироваться величина вылета края обрабатываемой заготовки. Для фиксации можно использовать обычный винт с барашком или любой другой подходящий крепеж.
При изготовлении приспособления предложенной конструкции надо учитывать следующие моменты:
- Высота верхних направляющих должна соответствовать сумме толщины обрабатываемой детали и величины небольшого зазора, который необходим для установки фиксирующего клина.
- Вырезы в боковых вертикальных элементах выполняются такой ширины, чтобы она учитывала длину формируемого шипа.
Приспособление № 2 – для выборки паза
Работать с использованием приспособления предложенной конструкции можно ручным фрезером практически любой современной модели, в опциях которого предусмотрена возможность регулировки скорости резания, величины подачи и вылета рабочей части применяемого инструмента.
Для создания на боковой поверхности бруса или доски шипа «ласточкин хвост» используется устройство, изготавливаемое следующим образом.
- В листе многослойной фанеры выполняется отверстие, из которого будет выступать режущая часть фрезы «ласточкин хвост».
- С нижней части подготовленного фанерного листа фиксируется ручной фрезер. Для этого можно применять хомуты, саморезы или любые другие крепежи.
- На поверхности фанерного листа, по которому будет перемещаться обрабатываемая заготовка, закрепляется доска толщиной 2,5 см. Она будет выполнять роль направляющего элемента. Такая доска является расходным материалом и используется один раз с фрезой определенного диаметра.
Приспособление № 3 – для фрезеровки ласточкиного хвоста
Такое устройство можно установить между двумя стульями или использовать для его размещения более удобную и надежную конструкцию.
Создание шипов на брусках и досках
Применяя фрезы для сращивания древесины для ручного фрезера и вышеописанное приспособление, обработку выполняют в следующей последовательности.
- Деталь, которую предстоит обработать, размещается на нижней опорной плоскости.
- Тот край детали, на котором будет формироваться шип, помещается в вырез верхних направляющих и продвигается в нем до упора в подвижный элемент приспособления.
- Подвижный элемент фиксируется в требуемом положении.
- Используя клиновой элемент, верхнюю плоскость детали прижимают к верхним направляющим.
- На верхние направляющие помещается ручной фрезер.
- Дерево при помощи установленного на фрезер инструмента сначала снимается с одной стороны формируемого шипа.
- После обработки одной стороны заготовку переворачивают и выполняют формирование второй стороны шипа.
Вырезка шипа с помощью приспособления № 1
Даже такое несложное по конструкции устройство позволяет обрабатывать при помощи ручных фрез соединения «шип-паз» с высокой точностью и производительностью.
Перед началом работы такое приспособление необходимо настроить. Это можно сделать по следующему алгоритму.
- Установленный в ручной фрезер инструмент опускается до его соприкосновения с поверхностью фанеры-основания.
- Измеряется толщина детали.
- Толщина заготовки делится на 4. Результат и будет расстоянием, на которое необходимо поднять фрезу над поверхностью основания.

Вырезка паза с помощью приспособления № 2
Используя шаблон «ласточкин хвост», пазы и шипы создают на половину их толщины, что объясняется особенностями соединения данного типа. Чтобы сделать паз в брусе и доске, а также сформировать шип типа «ласточкин хвост», устройство также необходимо настроить и зафиксировать его составляющие в требуемом положении.
Приспособление № 3 для ласточкиного хвоста в работе
Следует иметь в виду, что создаваемые на деревянных брусках и досках шип и паз должны соединяться друг с другом с некоторым зазором, который необходим для размещения клеевого состава.
И в заключение пара видео, иллюстрирующих процесс создания соединения «шип-паз» с помощью ручного фрезера.

Вы с успехом справитесь с изготовлением и подгонкой этого проверенного временем соединения, вне зависимости от того, какими инструментами располагаете. Просто выберите один из этих испытанных методов с использованием самого разного инструментария: от недорогих инструментов, которые наверняка имеются у вас под рукой, до специализированных станков.
Начните с основ: главные правила для соединений «шип-гнездом
Независимо от того, как именно вы формируете шипы и гнезда, эти советы помогут получать идеально подогнанные, прочные соединения для любых изделий.
- Правильные соединения всегда начинаются с аккуратной разметки. Используйте проверенные стальную линейку и угольник, а линии разметки наносите остро заточенным карандашом, рейсмусом или разметочным ножом.
- Простое правило, которое легко запомнить: при разметке гнезда на торце или кромке толщину заготовки нужно делить на три равные части. Две внешние трети станут стенками гнезда, а средняя треть должна быть удалена. Так, в доске толщиной 18 мм (рисунок внизу) делается гнездо шириной 6 мм по центру кромки заготовки. При использовании материала толщиной более 18 мм ширина гнезда может быть больше одной трети толщины заготовки при условии, что толщина стенок гнезда будет не менее 6 мм — это вызвано соображениями прочности.


Подогнать шип перекладины к гнезду с закругленными краями проще, чем сделать прямоугольным гнездо. Чтобы скруглить углы, используйте рашпиль или нож со сменными лезвиями.
Вначале сделайте гнезда, а затем сформируйте подходящие к ним шипы. Намного проще точно подогнать шип, чем изменять размеры готового гнезда.
Вначале сделайте гнезда
Способ № 1. Простой сверлильный кондуктор для соединений на шкантах
Первые два способа выборки гнезд предусматривают сверление ряда перекрывающихся отверстий и удаление лишнего материала между ними. Отверстия должны быть перпендикулярными кромке доски, и с этой задачей отлично справляются приспособления-кондукторы для сверления отверстий под шканты. Они особенно удобны при работе с материалом толщиной около 18 мм, для которого подходят втулки распространенного диаметра 6 мм, как раз соответствующего ширине гнезда. (Большинство подобных приспособлений снабжено втулками для сверления отверстий диаметром 6, 8 и 10 мм, а некоторые имеют втулку для отверстий диаметром 12 мм.) Если сверлильный кондуктор не был укомплектован сверлом, приобретите спиральное сверло по дереву с центральным острием — такое режет чище и не дает сколов на поверхности.

Для ограничения глубины отверстия закрепите на сверле стопорное кольцо или сделайте «флажок» из малярного скотча.

Удерживая стамеску перпендикулярно кромке доски, аккуратно срежьте неровности на стенках гнезда. Если стамеска острая, киянка не понадобится.
Чтобы сделать гнездо, прикрепите приспособление к заготовке, установив его у края размеченного гнезда так, чтобы край отверстия едва касался линий разметки, обозначающих край и стенки гнезда. Просверлите отверстие, предварительно установив необходимую глубину сверления. Проделайте то же самое у другого края гнезда, как показано вверху слева. Теперь переставьте кондуктор и просверлите между двумя крайними отверстиями еще несколько отверстий. После этого высверлите материал между ними, центрируя сверло на перемычках между ними.
Удалив большую часть лишнего материала, зачистите и выровняйте боковые стенки гнезда стамеской. Используйте стамеску наибольшей ширины, которую позволят размеры гнезда. Если вы предпочитаете прямоугольные гнезда, подрежьте уголки стамеской, ширина которой равна ширине гнезда.
Способ № 2. Тот же принцип, но используется сверлильный станок

Оставленные между отверстиями перемычки нужны для вхождения сверла при удалении остатков лишнего материала.
Если у вас есть сверлильный станок, то для большей производительности и точности используйте его вместо электродрели и сверлильного кондуктора. Вам понадобится упор (хотя бы в виде ровной доски, струбцинами прикрепленной к столику станка), чтобы позиционировать гнездо и обеспечить его параллельность краям заготовки. Пользуясь угольником, проверьте перпендикулярность столика сверлу. Установите в патрон станка остроконечное спиральное сверло или сверло Форстера, имеющееся у таких сверл центральное острие препятствует уходу сверла с намеченной точки. Отрегулируйте ограничитель глубины сверления в соответствии с глубиной гнезда.
Так же как и при использовании кондуктора, вначале просверлите отверстия у концов будущего гнезда. Затем просверлите между ними ряд отверстий, оставляя перемычки шириной около 3 мм. Закончив сверление, подровняйте стенки и уголки гнезда стамеской.
Способ № 3. Использование погружного фрезера
Эта техника предполагает фрезерование гнезда с увеличением глубины на б мм за каждый проход. Кроме погружного фрезера потребуются острая фреза (мы рекомендуем спиральную фрезу с восходящей спиралью), а также боковой упор или специальное приспособление, удерживающее фрезу в пределах линий разметки. Можно контролировать начальную и конечную точки фрезеруемого гнезда на глаз или прикрепить к заготовке бруски- упоры, ограничивающие продольный ход фрезера.

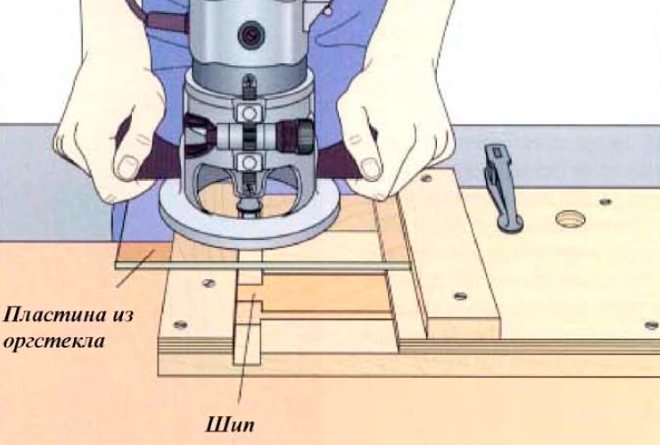
Самодельное или фабричное приспособление для фрезерования гнезд, подобное показанному на рисунке вверху, станет универсальным дополнением к любой мастерской. Верхняя пластина из прозрачного оргстекла позволяет легко совмещать центровочные линии приспособления с разметкой на заготовке. Длина и ширина щелевого отверстия приспособления должны быть несколько больше размеров гнезда с учетом разницы диаметров фрезы и копировальной втулки, перемещающейся в щелевом отверстии. Дополнительные затраты на покупку готового приспособления компенсируются его быстрой установкой и гибкой на стройкой размеров гнезда. Примерами таких приспособлений могут служить модели Mortise Pal и Leigh Super FMT. Приспособление Mortise Pal имеет встроенный зажим и поставляется с шестью шаблонами для фрезерования гнезд разной ширины и длины (дополнительные шаблоны можно приобрести отдельно). Настольное приспособление Leigh Super FMT (www.leighjigs.com) позволяет фрезеровать за одну установку и гнездо, и шип. В комплект входят направляющие и фрезы для шипов и гнезд пяти различных размеров. Дополнительные направляющие приобретаются отдельно.

КРОМКА ЗАГОТОВКИ. При обработке узких заготовок, таких как эта стойка, прижмите струбциной вспомогательный обрезок бруска для устойчивости фрезера. ТОРЕЦ ЗАГОТОВКИ. Несложное приспособление создает широкую и устойчивую опорную поверхность для фрезера при выборке гнезд в торцах заготовок.
Способ № 4. Сверление квадратных отверстий — это просто
Конечно, с технической точки зрения на долбежном станке выполняется не сверление, а долбление квадратных отверстий. Прямоугольное гнездо выдалбливается вокруг круглого отверстия одновременно со сверлением последнего, для чего используется специальное шнековое сверло, расположенное внутри полого резца-долота (нежнее фото слева). Этот способ выборки гнезд является быстрым, но также и наиболее затратным. Настольные долбежные станки, перекрывающие практически все ваши потребности по выборке гнезд, стоят примерно S225-500, стоимость напольных моделей начинается от $900. (Имейте в виду, что некоторые специализированные станки не укомплектованы резцами и сверлами, стоимость которых составляет $ 1 0-30 за штуку, а цена набора из четырех штук — от $40.)

Сверло имеет глубокие канавки, быстро отводящие стружку, а внешний квадратный резец-долото формирует чистые стенки гнезда.

Длинный рычаг долбежного станка создает усилие, необходимое для погружения резца в заготовку.

Настроив долбежный станок, вы сумеете выбрать такое гнездо меньше чем за минуту.
Вот как работает долбежный станок. Вначале установите в станок резец-долото со сверлом. Отрегулируйте ограничитель глубины в соответствии с глубиной гнезда. Выровняйте упор параллельно резцу так, чтобы последний находился точно между линиями разметки. Сформируйте сначала концы гнезда, а затем удалите материал между ними, проделывая перекрывающиеся отверстия. Если вам нравится этот способ, но вы не готовы к покупке специализированного станка, подумайте о приобретении долбежного приспособления-насадки для вашего сверлильного станка. Подобные приспособления относительно недороги ($65-125). Насадка устанавливается на пиноль станка (фото внизу) и работает точно так же, как и долбежный станок. Недостаток ее заключается в том, что вы не сможете использовать станок для обычного сверления, пока не снимете приспособление.

Всего за 20 минут можно превратить сверлильный станок в долбежный, установив на пиноль приспособление-насадку.
Теперь сделайте шипы и подгоните их к гнездам

Вставные шипы удобно использовать с фрезерованными гнездами. Отпилите шипы от длинной заготовки, обработанной до требуемого сечения.
В зависимости от выбранного способа выборки гнезд и имеющихся в наличии инструментов можно сделать шипы на концах деталей, либо вставные (отдельные) шипы, которые соединяют две детали с гнездами.
Использование вставных шипов предполагает выборку в обеих соединяемых деталях гнезд, в которые вставляется выпиленный шип, подходящий к обоим гнездам (фото справа). Вы можете не покупать заготовки для вставных шипов, а делать их сами из обрезков твердой древесины (для безопасности обрабатывайте обрезки длиной не менее 305 мм). Просто острогайте заготовку до толщины, обеспечивающей плотную посадку шипа в гнезде. Если концы гнезда полукруглые, отфрезеруйте на заготовках для шипов соответствующие скругления. После этого отпилите от заготовки шипы необходимой длины.
Способ № 1. Пазовый диск поможет быстро справиться с шипами
Наборный пазовый диск позволяет выпиливать шипы с высокой точностью и минимальными затратами времени. Точная настройка толщины диска не требуется, так как лишний материал удаляется за несколько проходов. Чтобы выпилить шипы этим способом, используйте два внешних диска, между которыми установите три промежуточных диска-чиппера толщиной 3,2 мм. Для предотвращения сколов на выходе диска из заготовки прикрепите к поперечному (угловому) упору пильного станка накладку из фанеры или МДФ.
Установив пазовый диск в станок, настройте его вылет так, чтобы он едва касался линии разметки шипа на заготовке. Используя обрезок материала той же толщины, что и у заготовки, сделайте с обеих сторон по одному проходу и проверьте посадку полученного шипа. Отрегулируйте вылет диска и снова выполните пробные проходы. Результатом должна стать плотная посадка шипа в гнезде.
ПАЗОВЫЙ ДИСК ОДНОВРЕМЕННО ФОРМИРУЕТ ПЛЕЧИКИ И ЩЕЧКИ ШИПА

Наборный пазовый диск работает быстро и прост в использовании, но часто оставляет характерные следы в виде царапин, требующие дополнительной зачистки.

Сначала выпилите пазовым диском лицевые щечки шипа, а затем боковые. Высокая накладка поперечного упора обеспечит поддержку заготовки при выпиливании боковых щечек.
Теперь установите продольный (параллельный) упор станка так, чтобы он ограничивал длину шипа. Измерьте расстояние между упором и зубьями внешнего диска, дальнего от упора, — это расстояние определяет линию заплечиков шипа. При условии, что продольный упор расположен параллельно пильному диску и пазам для поперечного упора, выполнение прохода не приведет к защемлению диска или отбросу заготовки назад. Выпилите с этими настройками станка обе лицевые щечки шипа на всех заготовках. После этого, не меняя положения продольного упора, сформируйте боковые щечки шипов, отрегулировав соответственно вылет диска, чтобы получить нужную ширину шипа. Закончив выпиливание шипов, удалите с их щечек шероховатости при помощи зензубеля или шлифовальной колодки.
Способ № 2. С шипорезной кареткой шипы будут более гладкими
Шипорезная каретка, подобная показанной на правом фото внизу, стоит примерно столько же, что и хороший пазовый диск ($ 100-150), но она обеспечивает более чистую поверхность щечек шипа. Установите вылет пильного диска в соответствии с шириной плечиков. Затем, продвигая заготовку с помощью поперечного упора, сформируйте все четыре плечика шипа, как показано на левом фото внизу. Если необходимо, при выпиливании кромочных (боковых) плечиков отрегулируйте вылет диска. Предварительное формирование плечиков гарантирует, что они будут чистыми и четкими.

Сначала сделайте пропилы, формирующие плечики шипа. Подавайте заготовку при помощи углового (поперечного) упора, используя продольный упор как ограничитель длины шипа.

Настройте шипорезную каретку так, чтобы после выпиливания щечки шипа обрезок свободно падал в сторону, а не был зажат между диском и кареткой.
Чтобы выпилить щечки, просто закрепите стоящую на торце заготовку в каретке, отрегулируйте каретку, совместив линию разметки с краем пильного диска, настройте вылет диска и сделайте пропил. Переверните заготовку и опилите противоположную щечку шипа. Выпиленный таким способом шип будет расположен точно по центру (если шип должен быть смещен к одной из сторон заготовки, его следует выпиливать при двух разных установках). Шипорезные каретки позволяют формировать шипы не только под прямым углом, их задний упор можно наклонить. Желая сэкономить, изготовьте шипорезную каретку самостоятельно.
Способ № 3. Шипы на ленточной пиле — грубо и быстро
Настроить ленточную пилу для выпиливания шипов так же просто, как и для обычного продольного пиления. Предварительно сформируйте плечики шипа на круглопильном станке, как описано в «Способе № 2». После этого установите продольный упор ленточной пилы так, чтобы толщина выпиливаемого шипа была примерно на 0,8 мм больше требуемой, и сделайте пропил (фото внизу).

Формируя щечки шипа, подавайте доску медленно, чтобы пильное полотно не изгибалось и в результате не получились искривленные шипы. Будьте осторожны и прекратите подачу заготовки после того, как обрезок отпадет в сторону, чтобы случайно не пропилить плечики шипа. Выпиленные на ленточной пиле щечки будут слегка шероховатыми. Для лучшей адгезии клея сделайте их гладкими при помощи шлифовальной колодки или зензубеля.
Способ № 4. Зачем пилить, если есть фрезерный стол?
Вы можете фрезеровать гладкие и аккуратные шипы на фрезерном столе при помощи всего одной фрезы, поперечного и продольного упоров. Вначале вставьте в цангу фрезера прямую фрезу самого большого имеющегося диаметра и отрегулируйте ее вылет по линиям разметки шипа. Установите продольный упор фрезерного стола так, чтобы он ограничивал длину шипа. При этом он должен быть установлен параллельно пазу для поперечного (углового) упора — это гарантирует, что плечики шипа будут перпендикулярны кромкам заготовки.

Просвет между накладками продольного упора позволяет удалять стружку пылесосом.
Закончив настройку, приступайте к фрезерованию, выполнив сначала проход вдоль торца. Последовательно выполняйте один проход за другим, пока торец заготовки не будет скользить вдоль продольного упора. (Если сначала сформировать плечико шипа, есть риск, что при последующих проходах заготовку может вырвать из рук.)
Купить:
Пн-Сб: с 09.00-20.00
Воскр.: Выходной
8-903-296-84-19
Справки по телефонам
с 11:00 до 17:00 (Московское):
( Юрий Михайлович )
 Заказать звонок:
Заказать звонок:

Каталог изделий
А также:
Быстрый поиск:
Код изделия: 
строка поиска:

Найти
Конкурсы и опросы:
Лазерная резка
Токарные и фрезерные работы
Как работать с ящичными шаблонами.

Инструменты и приспособления для работа с ящичными шаблонами
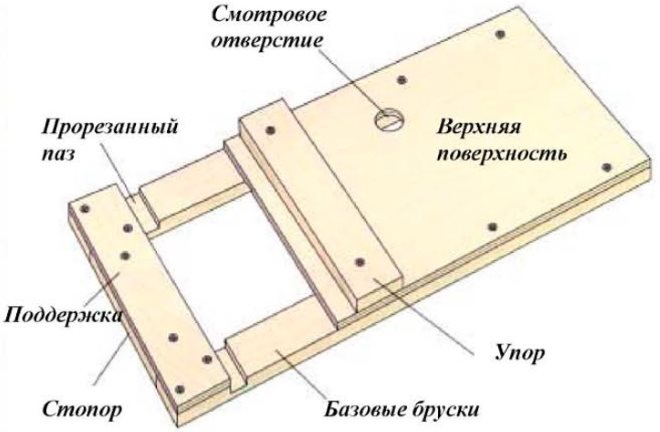
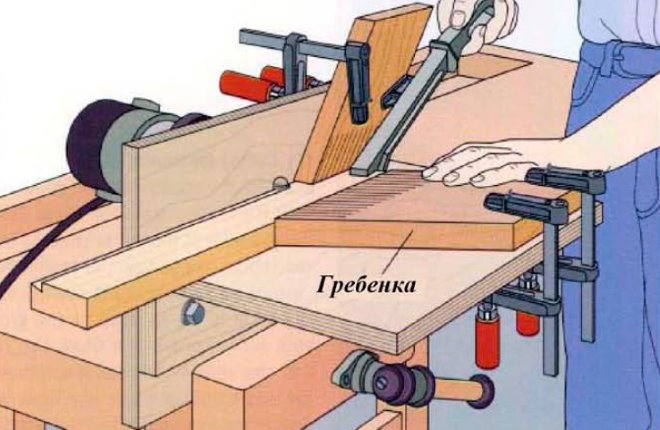
Для фрезерования шипов необходимы следующие инструменты и приспособления (рис. 1):

рис.1
- Шипорезный шаблон. Без него, понятно, никуда – главная деталь. Здесь будем использовать шаблон DW-1, профиль номер 3.
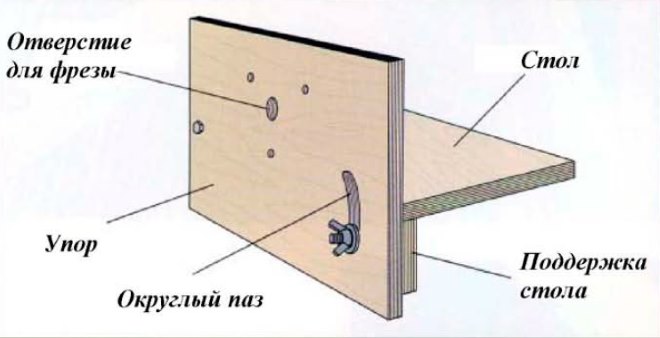
- Станина для крепления заготовок и шаблона. При большом желании можно обойтись подручными средствами, но станина существенно удобнее.
- Фрезер. Подойдет любой, лишь бы на него можно было поставить копировальную втулку и в цангу ставилась бы выбранная фреза.
- Фреза. Нужна именно та, на которую рассчитан шаблон. В данном случае используем Энкор, арт. 9316.
- Копировальная втулка. Должна по диаметру соответствовать профилю на шаблоне и используемой фрезе. У нас втулка 17 мм.
- Кондуктор для выравнивания заготовок. Облегчает позиционирование заготовок, хотя без больших сложностей заменяется линейкой.
- Струбцины. Их потребуется 4 штуки, по две для крепления каждой заготовки на станине.
- Собственно заготовки. Их необходимо минимум две 🙂 , хотя для сборки ящика понадобится четыре. В общем случае заготовки могут иметь разную толщину и разную ширину, но, как правило, для ящиков используют одинаковые.
- Обрезок заготовки, имеющий толщину детали, в которой будут нарезаны пазы. О его назначении немного ниже.
Подготовительный этап.
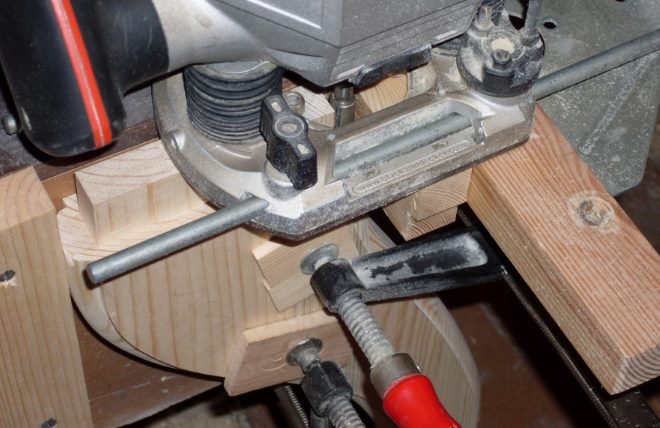
Для начала надо поставить шаблон на станину, а копировальную втулку и фрезу – на фрезер (рис. 2).

рис.2
Теперь занимаемся заготовками. Торцы должны иметь прямой угол со всеми прилежащими кромками и плоскостями. Чтобы не запутаться, ставим около торцов метки (рис. 3), причем при сборке ящика нумеруем каждый угол одинаковой цифрой на обеих заготовках. И не забываем при этом, что самый конец заготовки будет фрезерован и поэтому надписи на нем исчезнут. А маркировка углов ящика еще потребуется при сборке. На рис. 3 заготовки лежат в той позиции, в которой они будут находится в готовом соединении.
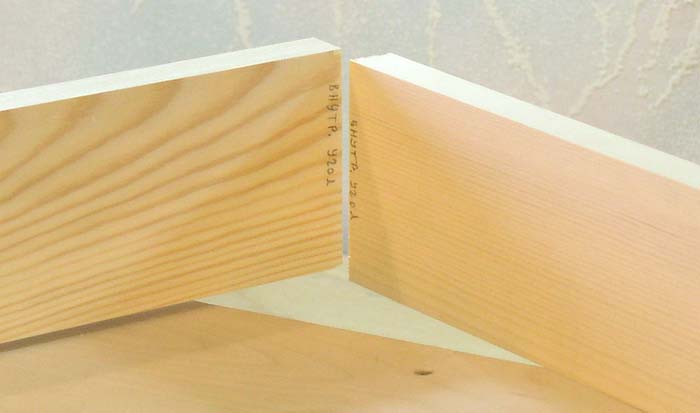
рис.3
Крепим заготовки на станину. Горизонтально ставится та заготовка, в которой будут пазы, а вертикально – та, на которой шипы. Торец вертикальной заготовки находится строго заподлицо с верхней плоскостью горизонтальной заготовки. Торец горизонтальной заготовки упирается по всей длине в вертикальную заготовку. Заготовки сдвинуты друг относительно друга на половину шага шипа. Так как у нас шаг 25 мм, сдвиг равен 12.5 мм. Для упрощения выставления сдвига используем кондуктор (рис. 4). У него сделаны вырезы под разные шаги, надо не перепутать которую сторону которого выреза использовать. Шаблон лежит на горизонтальной заготовке, причем чтобы он не перекашивался, под дальний (неиспользуемый) конец подкладывается обрезок заготовки (на рисунке не показан, находится справа).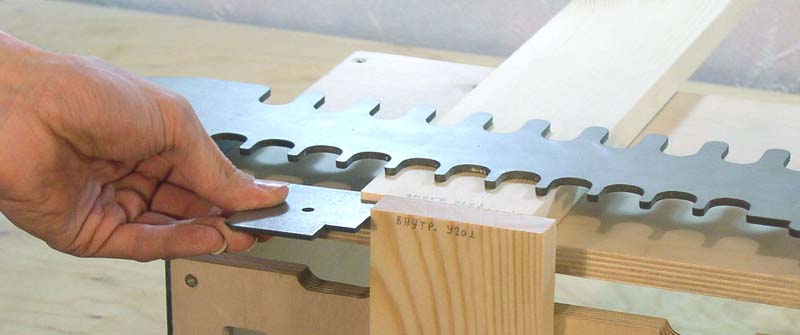
рис.4
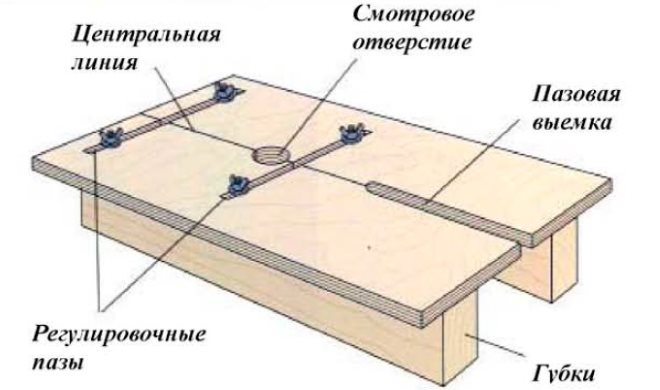
Теперь выставляем шаблон. Продольная ось шаблона обязательно должна быть строго параллельна линии стыка заготовок. По зубцами шаблона проведена выравнивающая линия, поэтому проще всего совместить ее с линией стыка заготовок (рис. 5). Выравнивающая линия (т.е. шаблон) может быть немного сдвинута относительно стыка заготовок (красные стрелки с буквами A и B), что влияет на получаемое соединение. Подробнее о этом чуть ниже.
рис.5
Теперь надо выставить вылет фрезы. Для профиля 3 шаблона DW-1 расчетный вылет 9.2 мм. Вылет влияет на натяг (плотность) соединения, причем натяг при одном вылете может быть разным в зависимости от экземпляра фрезы и ее остроты, породы и влажности материала и даже от силы прижима фрезера к шаблону (за счет отгиба элементов шаблона). На практике обычно приходится выставлять значение больше расчетного, поэтому возьмем 10.5 мм (рис. 6). Выставляем вылет относительно нижней плоскости шаблона (рис. 7). Кстати, фрезер стоит как раз на том месте, где под шаблоном находится поддерживающий обрезок заготовки.
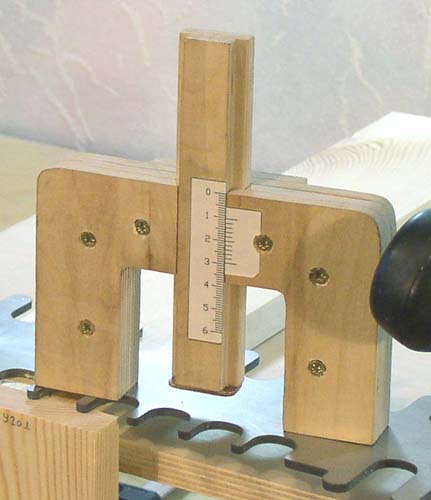
рис.6
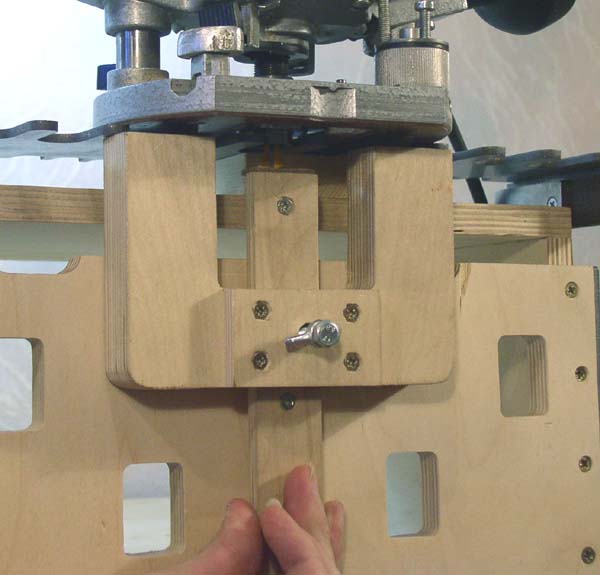
рис.7
Фрезерование.
Проверяем, что обе заготовки тщательно прикручены струбцинами к станине. После этого делаем первый проход, снимая несколько миллиметров. (рис. 8). Фрезер ведем по движению фрезы (показано красной стрелкой), т.е. не как обычно. Такой проход позволяет снять края без опасности получить сколы.
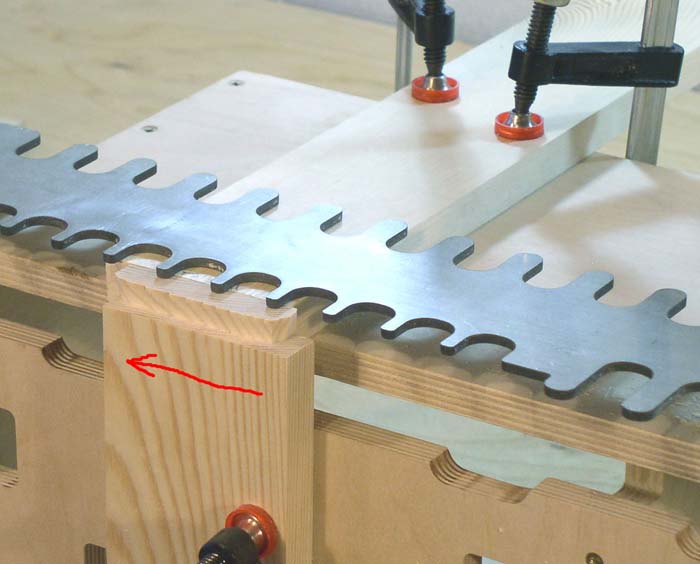
рис. 8
Далее выполняем второй проход. Для мелких шипов можно один, для крупных два или более – чтобы не снимать много материала за раз. Фрезер ведем уже как обычно, против направления вращения фрезы (рис. 9, показано стрелкой). На последнем проходе плотно прижимаем втулку к шаблону, чтобы не было недофрезерованных участков. На всех проходах, включая и последний, вести фрезер надо аккуратно, без рывков, во избежание сколов на заготовках. Фреза должна быть острой.
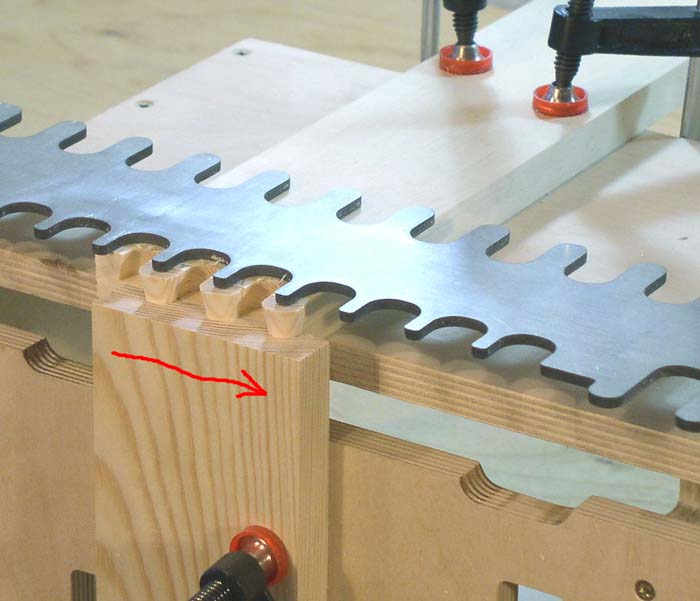
рис. 9
Готовое соединение, еще не собранное, показано на рис. 10 и 11.
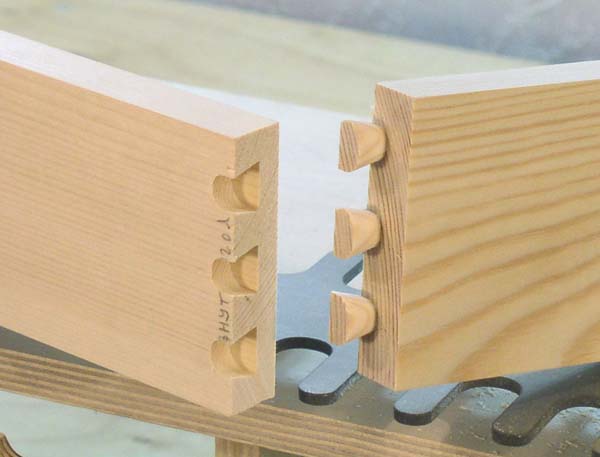
рис. 10

рис. 11
Если шаблон был слишком выдвинут на себя (рис. 5, направление B), мы получим соединение, показанное на рис. 12. Это нехорошая ситуация, так как для получения красивого соединения (заподлицо) придется сошлифовывать всю стенку с шипами.
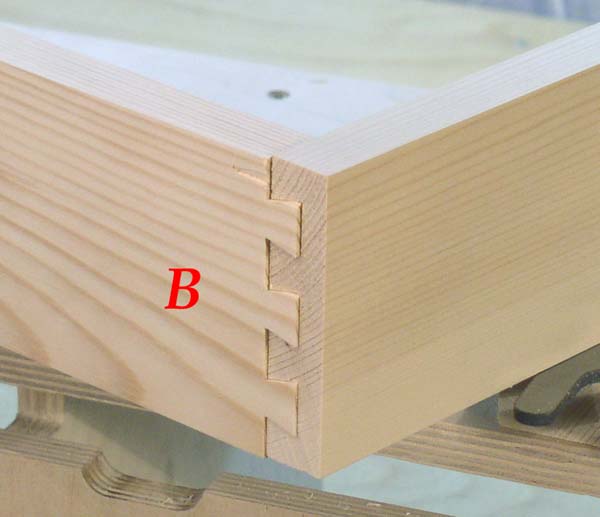
рис. 12
Если же шаблон был выдвинут слишком от себя (рис. 5, направление A), получаем соединение как на рис. 13. Тут ситуация существенно лучше, так как достаточно сошлифовать или сфрезеровать только выступающий торец. Сильный сдвиг ощутимо утоньшает шипы и уменьшает габариты собираемой коробки относительно расчетных, но небольшой сдвиг делать рекомендуется – это позволит даже при некоторых ошибках в выравнивании не оказаться в ситуации, показанной на рис. 12.

рис. 13
Теперь о влиянии вылета фрезы. Попробуем потянуть заготовки в разные стороны. Если натяг мал, заготовки слегка разойдутся и образуются щели (рис. 14). Если они невелики (порядка 0.5 мм), после склейки с прижимом соединение будет прочным. При больших щелях придется увеличивать вылет фрезы и повторять все по новой. Возможен и обратный вариант. Если вылет слишком большой, соединение получится очень тугое и собрать его можно будет только с применением киянки. Это тоже нехорошо, потому что при финишной сборке почти весь клей выдавится из шва и соединение будет слабым. Плюс повышается вероятность повредить заготовки.

рис. 14
Таким образом, прежде чем работать с чистовыми заготовками надо сделать тестовое соединение. И если оно окажется неудачным по тем или иным параметрам, потребуется изменить положение шаблона или вылет фрезы и повторить пробу. Когда результат будет достигнут, можно смело браться за фрезеровку рабочих деталей.